From the
viewpoint of environmental benefits and cost reduction, thermoplastic
vulcanizates (TPV) have been widely used in many industrial
applications, particularly auto motive weather seal applications. The
adhesive properties between TPV and cured rubber are important in this
situation. In this paper, we studied the factors contributing to the
adhesion between TPV and cured rubber, and report about a new advanced
Excelink TPV with excellent adhesion properties. 1. Introduction Thermoplastic
vulcanizates have been widely used in automotive applications due to
environmental benefits and cost reduction in the production process.
Environmental benefits include weight reduction, recyclability, safer
curing agents (no nitrosamines), energy saving in process, etc. Cost
reduction is given by its much simpler process and higher productivity
than cured rubber. TPV technology has been recognized for enhancing
productivity and performance. Excelink
TPVs, based on ethylene-propylene diene rubber (EPDM) and polypropylene
(PP), have been developed since the year 2000 as advanced materials
mainly used for automotive weather seal applications worldwide, such as
glass run channel corners, door seal corners, drip seals, end caps, body
welds, etc. Excelink TPVs are characterized by their morphology. 2. Key factors of adhesion As
mentioned above, weather seals using TPVs for the corner parts and EPDM
for the straight parts can be produced by insert molding. At this time,
TPVs and dense EPDM are bonded by thermal fusion bonding. What is the
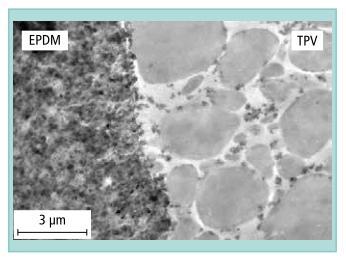
key factor of adhesion between TPVs and dense EPDM? The TEM micrograph
in figure 2 shows the adhesion interface of the TPV and the EPDM. As shown in this figure, it is confirmed
that the PP phase exists at the EPDM/TPV adhesion interface.
Considering the above, the adhesion of a TPV and dense EPDM seems to be
influenced by three factors: • Properties of the PP • Morphology of the TPV • Surface condition of the cured dense EPDM. Details of the three factors are described in the following. figure 2 2.1 Properties of the PP In
this section we investigate the effects of the properties of the
poylpropylene, such as the crystallinity and the moleculer weight, on
the adhesive characteristics. Table 2 summarizes the sample details.
Here, specimens are prepared by insert molding of PP and dense EPDM. The
morphology of the inter-face between the PP and the EPDM is observed by
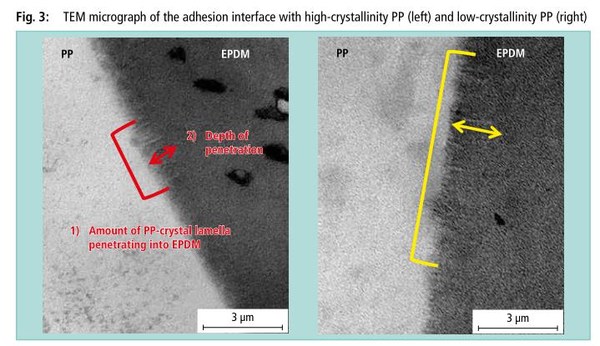
TEM. Figure 3 shows the effect of the crystallinity of the PP on the
morphology, where the dark area means the EPDM phase and bright area
means the PP phase. It is indicated that the crystal lamellas of PP
penetrate into the EPDM. Moreover, it is found that the crystallinity of
the PP affects the amount of the crystal lamella and the penetrating
depth into the EPDM. Low-crystallinity PP shows a larger amount of
crystal lamella and deeper penetrating depth than high-crystallinity PP.
These results suggest that in an insert molding process the molten
low-crystallinity PP penetrates deeper into the dense EPDM than
high-crystallinity PP. Table 2 To
sum up, low-crystallinity PP can penetrate into the cured EPDM more
easily than high-crystallinity PP, which provides higher adhesion.
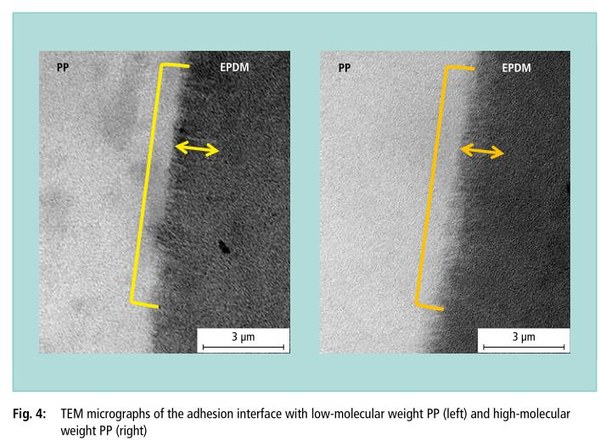
Figure 4 shows the effect of the molecular weight of low-crystallinity
PP on the morphology. The penetrating depth of the crystal lamella does
not depend on the molecular weight of the PP. On the other hand,
entanglement of PP molecules tends to increase with increasing
molecular-weight. This result suggests the increase in entanglement of
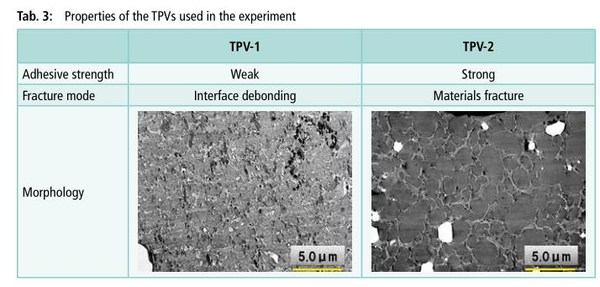
PP allows the strong adhesion to the cured EPDM. 2.2 Morphology of the TPV The
effect of the morphology of TPV on the adhesive characteristics is
investigated. Table 3 summarizes the sample details. TPV 1 shows a
coarse dispersion of EPDM particles, and the adhesive strength is weak.
TPV 2 shows a finely dispersed morphology, and the adhesive strength is
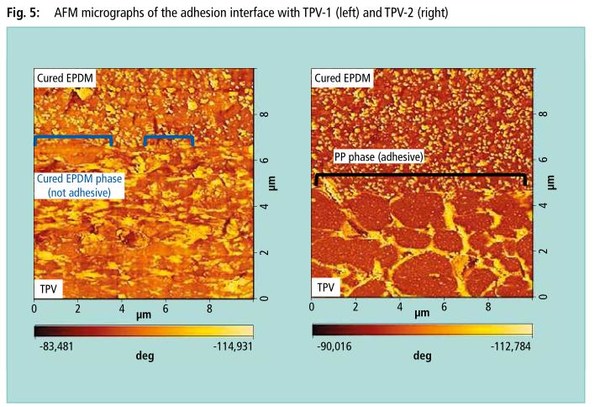
strong. To investigate the effect of the TPV morphology, we observed the
interface between TPV and EPDM by AFM (fig. 5). From the AFM micrograph
it can be observed that the TPV is adhered to the cured dense EPDM
through the PP phase on the interface. It is found that the adhesive
area of TPV-2, which has a finely dispersed morphology, is larger and
much more uniform than that of TPV-1 having the coarse morphology. This
result indicates that a uniform and finely dispersed TPV morphology can
provide an increased adhesion in the area of adhesive PP phase between
TPVs and cured EPDM interface. Therefore, TPV-2 shows higher and more
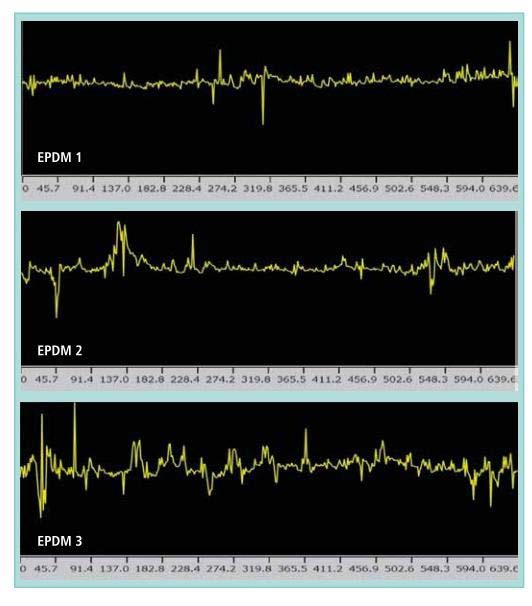
stable adhesion characteristics. 2.3 Surface condition of the cured dense EPDM As
mentioned above, the surface of the dense EPDM is smoother than the
surface of cured EPDM sponge. In this section we investigate the effect
of the surface roughness of the EPDM on the adhesive characteristics.
Figure 6 shows the surface profiles of the EPDM used in the experiments. 3. Results We studied the factors contributing to the adhesion of TPV and cured dense EPDM. As a result, it is confirmed that the following points are important to improve the adhesion strength between the TPV and the EPDM •
Crystallinity and molecular weight of PP The molten low-crystallinity PP
penetrates deeper into the cured EPDM phase, and also the increase in
molecular of PP leads to the strong adhesion with the cured EPDM • Morphology of TPV The finely and uniformly controlled morphology of TPV increases the adhesion area with the cured EPDM dense. •
Surface roughness of cured dense EPDM The increase in the number of the
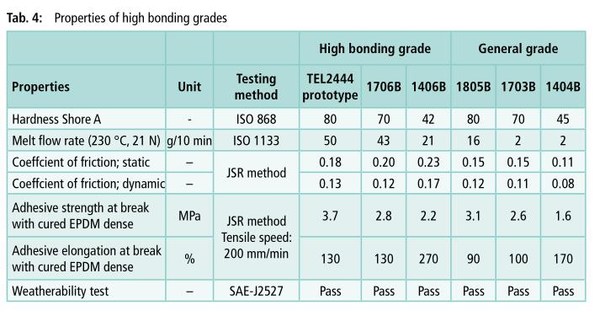
pores in the EPDM surface improves the physical anchoring effects. Based
on the results of this study, we have developed Excelink TPV grades
with optimized bonding properties to EPDM. There is a three grades
line-up with hardness from 40 – 80 Shore A available. Table 4 summarizes
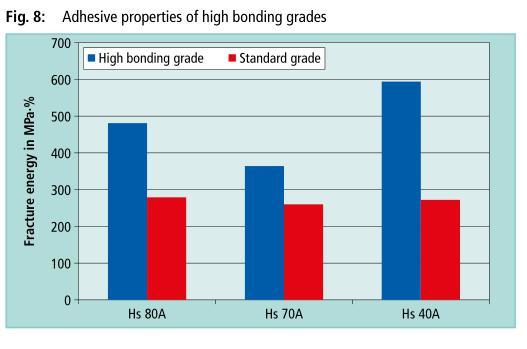
key properties of these grades. Figure 8 shows the results of the
adhesive test with cured dense EPDM. Adhesive properties of high bonding
grades are better than those of general grades. Regarding the melt flow rate, the new high bonding grades provide a much higher melt flow
rate than conventional grades. Consequently, the new high bonding
grades may be preferably used for complex parts and parts requiring good
adhesion to cured EPDM dense, such as automotive weather seal
applications. Source: TPE magazine